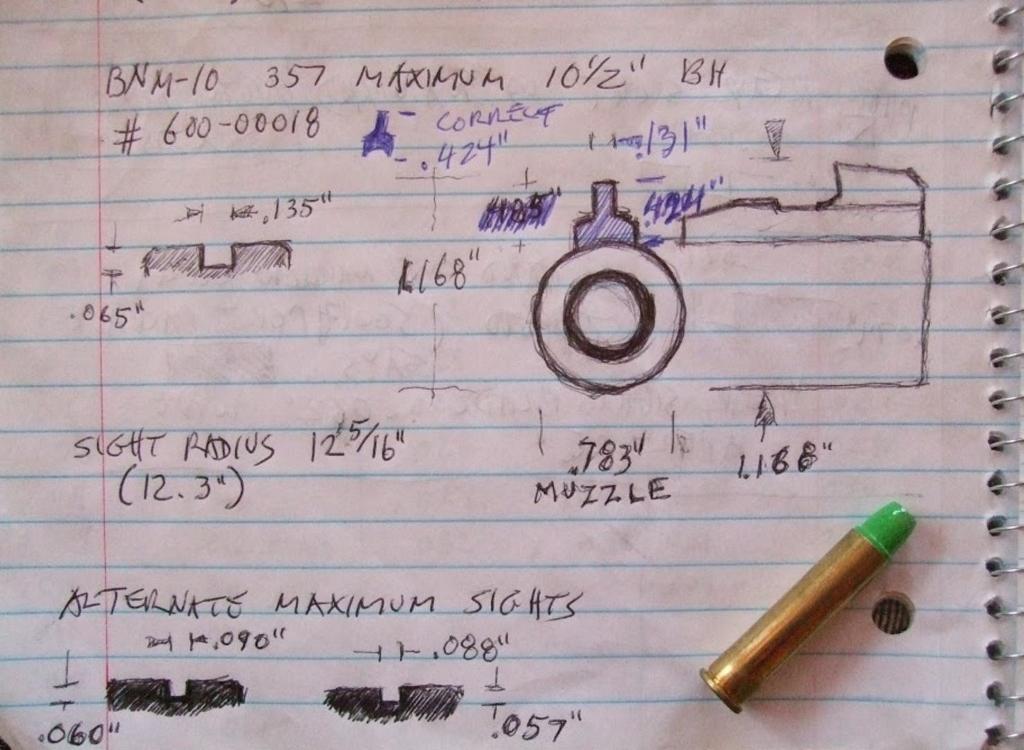
David replaced .130" sights with .107" front and .091" rear in effort to read bullet @ 100 & 200 yards. The jury is still out, as a couple of smooth days are bracketed by winds which have time to muscle a revolver bullet at the distance of one and two football fields.
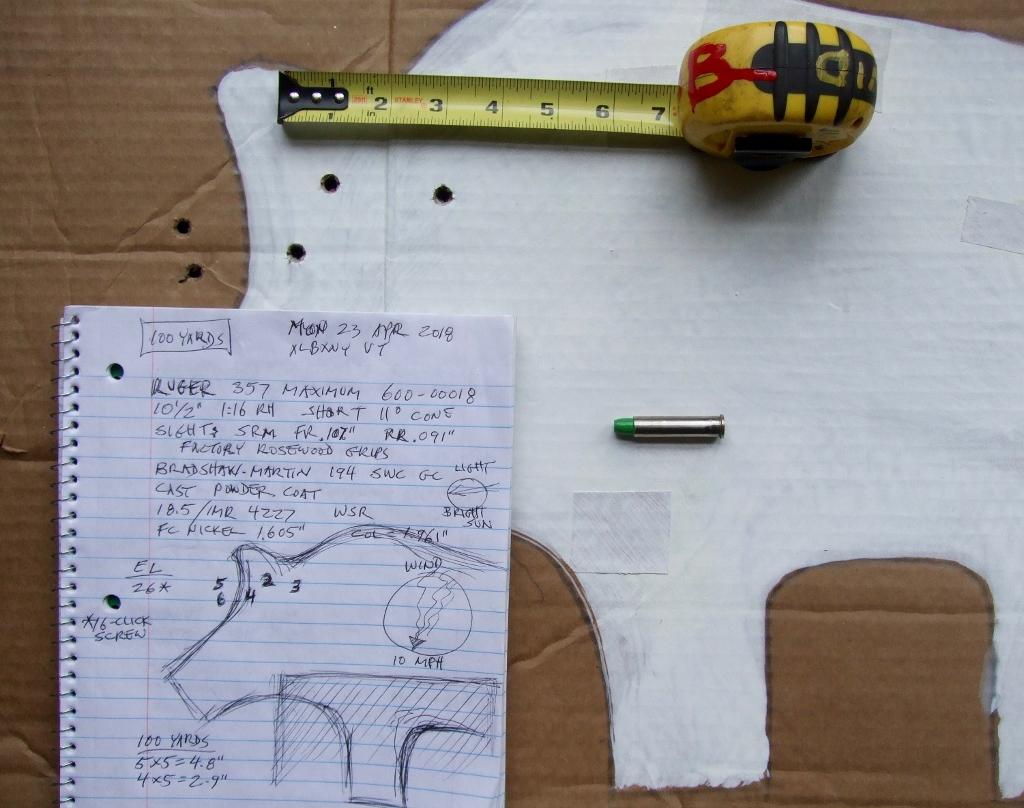
Bradshaw-Martin 194 SWC GC over18.5/IMR 4227, as David tries to sort out his sight picture against a slanting wind @ 100 yards.
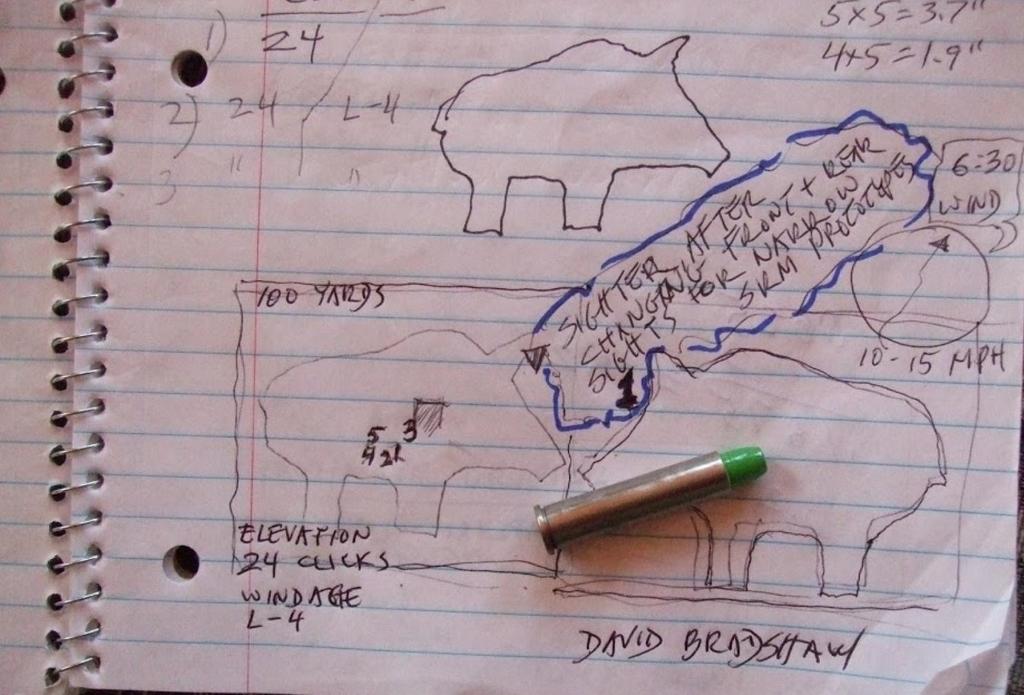
Dope on Bradshaw-Martin 194 SWC in Ruger .357 Maximum, from David's notebook. Pig at lower left plots five shots @ 100 yards: 4-clicks left windage. Tiny post sketched on shoulder shows Point of Aim. Sight actually covers 2/3-pig. 5x5=3.7"; 4x5=1.9" @ 100 yds.
This is the star 2 Dogs talks about, except his one is fusion of combustion & powder coating——not grease. Comes off on your finger.
Easy to swap front sights on the Ruger Maximum Bull 10-1/2". Clear fingernail polish (evident on barrel) secures sight base and screw. This blade measures .107" wide.
Wind drift, fortunately a very steady breeze. Bradshaw-Martin 194 SWC GC over 18.5/IMR 4227 drifts seven inches @ 100 yards. Cartridge indicates Point of Aim. Ruer sights: front .107";
5x5=4.8" @ 100 yards, with 4x5 into 2.9-inches. Front sight centered just above front leg, suggesting 7-inches drift on wind, which shifted without choppiness from 1 o'clock to 3 0'clock. Despite horizontal dispersion, group indicates wind held steady from same direction for these shots.
Five rounds of cast powder coat Maximums, ready to go. 1.605-inch case with light roll crimp on front band, still considered deep seating. A heavy roll crimp is unnecessary and is apt to swell brass immediately behind mouth of case. 18.5/IMR 4227, WSR, Sized in Redding carbide .357 Maximum die. Carbide dies tend to leave visible ring at web. Strong neck tension.
Maximum "barrel action" with cylinders. Torn down for cleaning and to tune hammer & trigger. Frame, barrel, cylinders cleaned up quickly, even less fowling than from jacketed bullets.
A short, 11-degree forcing cone on Ruger .357 Maximum. Fouling from cast, powder coat Bradshaw-Martin 194 SWC GC, mostly over 18.5/IMR 4227.
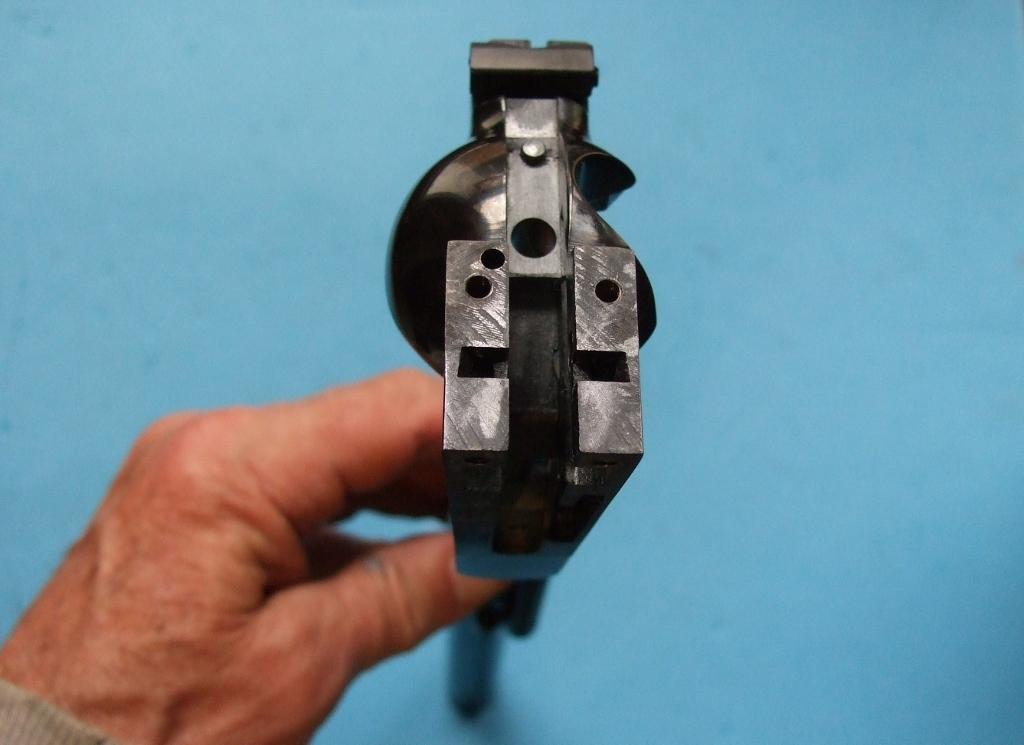
Cuts in back of Maximum frame mate to lugs on the "ears" of gripframe. These cuts in the frame , along with lugs on the "ears" of the gripframe, allow revolver to be test-assembled using only the forward grip frame screw.
Blackhawk Maximum gripframe. Triangular lugs at base of grip frame "ears" index cuts in cylinder frame. Arrangement enhances stability of gripframe to frame.
Ruger Maximum used gripframe, hammer & trigger borrowed from Super Blackhawk. All trigger jobs on SRM prototype Maximums were done by Bradshaw, mostly on Ruger's coffee table. Ruger mechanics in Southport inspected the guns after shooting sessions in New Hampshire. On re-assembly, new lockwork was installed, each requiring a trigger job. David quickly learned to remove his trigger jobs before their return to Southport. Thus, following each trip, David reinstalled his trigger job in each gun to be shot. David kept lockwork from a number of the SRM's, with one such hammer seen here. Shiny areas indicate metal removal (done in 1981-'82). Flat appearance of large rectangle is an optical illusion; the "trigger ramp" is arced.

SRM hammer removed from Maximum 600-00018: hammer beginning to "kick" during April 2018 shooting session with Bradshaw-Martin 194 SWC GC. Hammer & trigger each touched up with Eze-Lap fine diamond "stone," and Spyderco white ceramic "stone." Note original Ruger coffee table trigger job——done by David with a file. At that time (1981), engagement surface of HAMMER DOG was not touched.
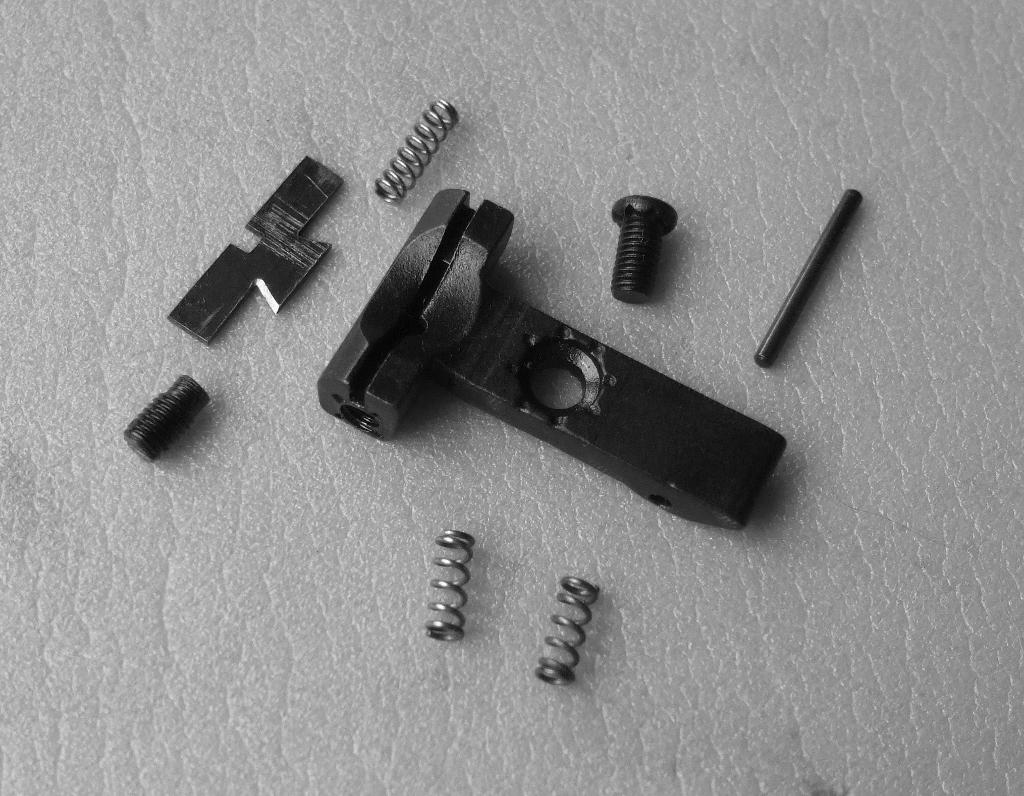
Pawl (left) and transfer bar from first production Maximum assembled. Light polish on ratchet side of pawl as manufactured. As with hammer & trigger, the pawl and transfer bar (along with frame, gripframe, and loading gate) were investment cast in Newport, New Hampshire, shipped to Southport, Connecticut for machining and assembly.